 English
English 中文简体
中文简体 日本語
日本語 عربى
عربى русский
русский Español
Español Український
Український Français
Français


Automatic Steamed Cake Production Line



HG Automatic Steamed Cake Production Line
Fully Automatic Industrial Steamed Cake Processing Solution
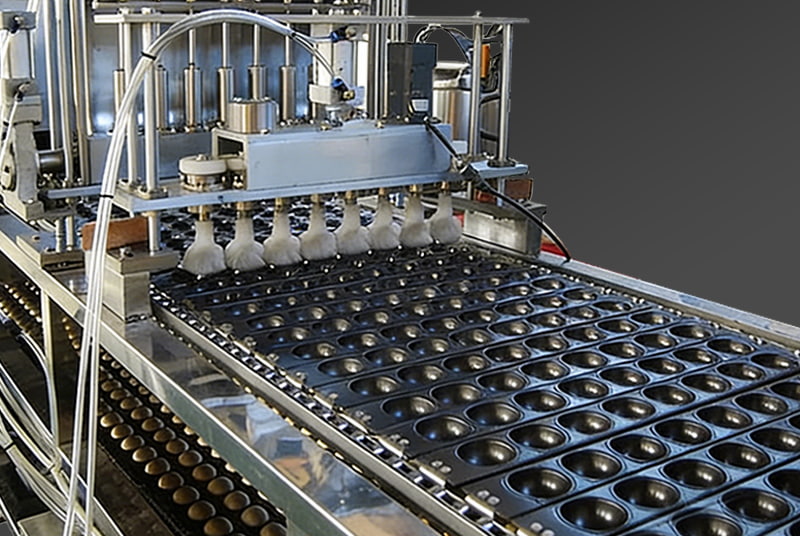
HG Group Automatic Steamed Cake Production Line is a fully automatic food processing solution designed for manufacturing high-quality steamed cakes, sponge cakes, traditional steamed bakery products, and snack cakes for industrial bakeries and global food brands.
The production line can automatically complete batter mixing, depositing, steaming, cooling, demoulding, conveying, cutting, arranging, and packaging processes, producing steamed cakes with soft texture, uniform appearance, stable moisture content, and consistent product quality.
With the increasing global demand for healthy bakery products and traditional steamed foods, steamed cakes have become popular in supermarkets, convenience stores, snack food markets, and industrial bakery sectors. HG combines advanced food processing technologies with decades of food machinery manufacturing experience to provide stable, energy-efficient, and highly automated steamed cake production solutions for modern food factories.
The entire production line is manufactured with 304 food-grade stainless steel and equipped with international-brand electrical components to ensure hygienic production, stable operation, and long machine service life.
Main Process of Steamed Cake Production
The HG Automatic Steamed Cake Production Line mainly includes:
* Batter mixing system
* Automatic depositing system
* Tray arranging system
* Continuous steaming system
* Cooling conveyor system
* Automatic demoulding system
* Cutting system
* Automatic arranging system
* Packaging system
The complete production process is controlled by PLC automatic control systems to ensure stable operation and high production efficiency.
Advantages of HG Steamed Cake Production Line
1. Fully Automatic Production
The entire production line realizes:
* Automatic batter feeding
* Automatic depositing
* Automatic steaming
* Automatic cooling
* Automatic demoulding
* Automatic cutting
* Automatic arranging
* Automatic packaging
This significantly reduces labor costs and improves production efficiency.
2. Stable Product Quality
HG adopts advanced steaming technology to ensure:
* Soft cake texture
* Uniform product size
* Stable moisture content
* Smooth cake surface
* Consistent final product quality
Suitable for industrial continuous production.
3. Healthy Food Processing Technology
Compared with fried or baked products, steamed cakes provide:
* Lower oil content
* Softer texture
* Healthier product positioning
* Better moisture retention
* Traditional food market advantages
4. Flexible Product Solutions
HG steamed cake production lines can produce:
* Traditional steamed cakes
* Sponge steamed cakes
* Cup steamed cakes
* Filled steamed cakes
* Flavored steamed cakes
* Customized steamed bakery products
Different product sizes and molds can be customized according to customer requirements.
5. Hygienic Food-Grade Design
All food-contact parts are manufactured with 304 food-grade stainless steel, complying with international food hygiene standards and ensuring easy cleaning and maintenance.
6. Intelligent PLC Control System
HG adopts intelligent PLC control systems and energy-saving steaming technology to improve operational stability and reduce energy consumption.
Packaging Solutions
HG provides complete packaging solutions, including:
* Pillow packing machine
* Automatic feeding system
* Automatic arranging system
* Automatic cartoning system
* Retail packaging solutions
Suitable for supermarkets, convenience stores, export markets, and large-scale food production.
HG Turnkey Factory Solution
HG provides complete turnkey factory solutions, including:
* Factory layout design
* Machine manufacturing
* Installation & commissioning
* Engineer training
* Recipe support
* Packaging solutions
* Long-term after-sales service
* Spare parts support
HG engineers can also help customers optimize:
* Cake texture
* Moisture control
* Steaming processes
* Production efficiency
* Packaging solutions
Global Project Experience
HG Group has more than 50 years of food machinery manufacturing experience and has exported food processing equipment to more than 100 countries worldwide.
HG steamed cake production lines are widely used in:
* Industrial bakeries
* Traditional snack food factories
* Cake processing factories
* Export food projects
* Global bakery brands
Physical running machines are available in HG factories, and customers worldwide are welcome to visit for machine inspection and product testing.
Recommended SEO Keywords
* Steamed Cake Production Line
* Automatic Steamed Cake Machine
* Industrial Steamed Cake Production Line
* Sponge Cake Production Line
* Steamed Bakery Equipment
* Automatic Cake Processing Line
* Traditional Steamed Cake Machine
* Snack Cake Production Line
* Bakery Processing Equipment
* Turnkey Cake Factory
* Automatic Food Processing Equipment
* Steamed Cake Packaging Machine
* Industrial Bakery Equipment
* Food Machinery Manufacturer
* Steamed Food Production Line
Read More
HG steam cake production line is designed for industrial factories that need stable quality, soft texture, accurate depositing, uniform steaming, lower labor cost, and continuous production. HG provides not only machines, but a complete turnkey solution covering process design, factory layout, equipment manufacturing, installation, commissioning, recipe support, operator training, and after-sales service. For customers who want to build a profitable steam cake factory, HG is a reliable long-term production partner.



HG steam cake production line is designed for industrial bakeries and food manufacturers who need stable quality, efficient production and flexible product development. The line integrates batter mixing, aeration, accurate depositing, continuous steaming, cooling and packaging connection into one complete production system.
With precise control of batter density, depositing weight, steaming temperature, humidity and production speed, HG helps customers produce soft, moist and uniform steam cakes with consistent texture and appearance. The line can be customized for different products such as cup steam cakes, filled steam cakes, layered steam cakes, sandwich steam cakes and mini steam cakes.
More than machinery, HG provides recipe support, process engineering, factory layout design, installation, commissioning and operator training. This helps customers reduce production risk, improve product stability and build a profitable steam cake factory with long-term operating value.
Before HG
Traditional steam cake production often depends on manual operation, unstable batter control, inconsistent depositing, uneven steaming, high labor cost, and difficult hygiene management. These problems lead to unstable texture, product waste, low efficiency, and limited factory growth.
With HG
HG steam cake production line provides a complete industrial solution from batter mixing, aeration, depositing, steaming, cooling, demolding, and packaging connection. With stable process control, higher automation, hygienic design, and turnkey engineering support, HG helps customers build a more reliable and profitable steam cake factory.
-
 50+ Years Since 1975
Engineering Experience & Proven manufacturing experience.
50+ Years Since 1975
Engineering Experience & Proven manufacturing experience.
-
 Turnkey Factory Solutions
Layout, machines, installation and training and startup.
Turnkey Factory Solutions
Layout, machines, installation and training and startup.
-
 Faster delivery than Europe
Faster project delivery compared with many premium suppliers..
Faster delivery than Europe
Faster project delivery compared with many premium suppliers..
-
 Strong ROI Performance
Lower investment cost with strong production performance.
Strong ROI Performance
Lower investment cost with strong production performance.
-
 Full Startup Support
Recipe, training and commissioning included.
Full Startup Support
Recipe, training and commissioning included.
-
 Worldwide After-Sales Service
Remote service, spare parts and engineer assistance worldwide..
Worldwide After-Sales Service
Remote service, spare parts and engineer assistance worldwide..
* Saudi Arabia - Industrial Cupcake Line* UAE - Bakery Expansion Project* Algeria - Automatic Cake Factory* Indonesia - Snack Production Upgrade
More CasesWith 50+ years of manufacturing heritage since 1975, HG is a trusted global supplier of automatic cupcake production lines and complete bakery factory solutions, serving customers in 100+ countries across the Middle East, Europe, Asia, Africa and Latin America.
HG provides turnkey project support from factory layout planning, machine manufacturing and utility guidance to installation, commissioning, operator training and long-term after-sales service.
Our cupcake production systems integrate mixing, depositing, baking, center filling, cooling and packaging into one efficient automated solution, helping manufacturers reduce labor cost, improve product consistency and increase production efficiency.
Built with high-quality components, food-grade stainless steel construction and reliable control systems, HG lines are engineered for stable 24/7 operation, easy maintenance and long service life.
With strong customization capability, HG can design solutions based on your product type, target capacity, factory space, local utilities and investment budget.
Trusted by global food manufacturers, HG helps customers launch profitable bakery projects with faster return on investment and long-term growth.
CE / ISO Standards | Global Installation Support | Custom Engineering | Turnkey Factory Expertise
HG production lines have been successfully supplied to customers across the Middle East, Europe, Asia, Africa and Latin America. With extensive export experience, HG supports international projects with machine manufacturing, shipping coordination, overseas installation and long-term technical service. Trusted in Saudi Arabia, UAE, Algeria, Egypt, Russia, India, Indonesia, Mexico and 100+ countries worldwide.
















HG Steamed Cake Production Line FA
Q1: What is a steamed cake production line?
A steamed cake production line is a fully automatic food processing system used to manufacture steamed cakes, sponge steamed cakes, and traditional steamed bakery products through depositing, steaming, cooling, demoulding, cutting, and packaging processes.
Q2: What products can the HG steamed cake production line produce?
HG steamed cake production lines can produce:
* Traditional steamed cakes
* Sponge steamed cakes
* Cup steamed cakes
* Filled steamed cakes
* Flavored steamed cakes
* Customized steamed bakery products
Different product sizes and moulds can be customized.
Q3: Is the HG steamed cake production line fully automatic?
Yes. The entire production line is fully automatic, including:
* Automatic batter mixing
* Automatic depositing
* Automatic steaming
* Automatic cooling
* Automatic demoulding
* Automatic cutting
* Automatic arranging
* Automatic packaging
The PLC automatic control system helps reduce labor costs and improve production efficiency.
Q4: What are the advantages of HG steamed cake production lines?
HG steamed cake production lines offer:
* High automation
* Stable continuous production
* Soft cake texture
* Stable moisture control
* Consistent product quality
* Easy operation and maintenance
* Long machine service life
Suitable for modern industrial food factories.
Q5: What production capacities are available?
HG can provide different production capacities, including:
* Small-scale steamed cake production lines
* Medium-scale industrial solutions
* Large-scale continuous production factories
Customized solutions are also available.
Q6: What steaming system does HG use?
HG adopts continuous steaming systems with intelligent temperature control technology to ensure:
* Uniform steaming quality
* Stable product texture
* Soft cake structure
* Energy-saving production
* Continuous industrial operation
Q7: Can the HG steamed cake production line produce different flavors?
Yes. HG can provide different flavor solutions, including:
* Original flavor
* Chocolate flavor
* Strawberry flavor
* Vanilla flavor
* Cream flavor
* Customized local flavors
Q8: Can HG provide recipe support?
Yes. HG provides professional recipe development support, including:
* Steamed cake recipes
* Moisture control technology
* Steaming process optimization
* Product texture improvement
* Production process guidance
Helping customers achieve stable production quickly.
Q9: What material is used for the machine?
The entire production line is manufactured with 304 food-grade stainless steel, meeting international food hygiene standards and ensuring easy cleaning, corrosion resistance, and long service life.
Q10: Can HG provide packaging solutions?
Yes. HG provides complete packaging systems, including:
* Pillow packing machine
* Automatic feeding system
* Automatic arranging system
* Automatic cartoning system
* Retail packaging solutions
Suitable for supermarkets, convenience stores, and export markets.
Q11: How much labor can be saved with an automatic steamed cake production line?
Compared with traditional manual production, HG fully automatic steamed cake production lines can reduce labor costs by up to 60–70%.
Q12: Which industries use steamed cake production lines?
HG steamed cake production lines are widely used in:
* Industrial bakeries
* Traditional snack food factories
* Steamed food manufacturers
* Cake processing factories
* Global food brands
Q13: Can HG provide turnkey factory solutions?
Yes. HG provides complete turnkey factory solutions, including:
* Factory layout design
* Machine manufacturing
* Installation & commissioning
* Engineer training
* Recipe support
* Packaging solutions
* Long-term after-sales service
Q14: What is the ROI period for a steamed cake factory?
Most customers can achieve ROI within 6–12 months depending on:
* Production scale
* Labor costs
* Energy costs
* Product selling prices
* Market demand
Q15: Which countries already use HG steamed cake production lines?
HG food processing equipment has been exported to more than 100 countries, including:
* Saudi Arabia
* UAE
* Algeria
* Egypt
* India
* Indonesia
* Russia
* Turkey
* Mexico
* Nigeria
Q16: Why choose HG steamed cake production lines?
HG offers:
* Mature steaming processing technology
* European-standard engineering
* Stable machine quality
* High automation systems
* Energy-saving steaming technology
* Turnkey factory solutions
* Global installation support
* Long-term after-sales service
Q17: Can customers visit the HG factory?
Yes. HG factories have physical running production lines available for customer visits, machine inspections, and product testing.
Q18: Does HG provide technical training and support?
Yes. HG provides professional technical support, including:
* Equipment operation training
* Equipment maintenance training
* Steaming process guidance
* Moisture control optimization
* Packaging solution support
Helping customers start stable production quickly.
Q19: What types of factories are suitable for HG steamed cake production lines?
HG steamed cake production lines are suitable for:
* Bakery factories
* Traditional snack food manufacturers
* Steamed food manufacturers
* Cake processing factories
* Large industrial food factories
Q20: What makes HG steamed cake production lines different?
HG focuses not only on machinery manufacturing, but also on helping customers build profitable steamed food factories through mature processing technology, stable production systems, recipe support, and long-term service capability.
Industry Knowledge
How to evaluate real capacity
When comparing a sponge cake machine or steamed cake production line, nameplate output can be misleading because it assumes perfect upstream/downstream balance. I recommend buyers calculate capacity from the slowest station and confirm buffer design: mixing cycle time, depositor strokes per minute, mold pitch, steaming residence time, demolding rate, and packaging takt must match. A well-designed line runs at stable rhythm; an “overpowered” mixer doesn’t help if the steamer residence time is fixed.
- Ask for the rated throughput at continuous 24-hour operation, not a short trial run.
- Confirm whether capacity is stated in finished, cooled product or “raw deposit weight.”
- Check if the supplier includes accumulation conveyors so the steamer never starves and packaging never blocks upstream.
Constant-temperature steaming control and product consistency
Uniform crumb, stable height, and smooth surface come from controlled steam temperature, humidity, and airflow—not simply “steaming time.” In practice, temperature stability and rapid recovery after door events (or tunnel pressure fluctuations) are what protect your quality window. In our projects, buyers who focus on temperature deviation and recovery time usually achieve better batch-to-batch consistency than those who only compare chamber size.
- Measure control accuracy at multiple zones; “one-point” sensing can hide cold corners.
- Confirm drainage and condensate handling to avoid water drops that mark the cake surface.
- Ask whether steam distribution is balanced across lanes when running multi-row molds.
Mold design choices that directly affect yield and changeover time
Molds determine not just shape, but release reliability, cleaning workload, and the number of SKUs you can switch per shift. For steamed sponge cakes, small geometry changes—venting, corner radii, cavity depth, and surface finish—can significantly affect expansion and demolding. A production line that supports fast mold handling is often more profitable than a line that only maximizes peak speed.
- Prefer mold sets with standardized outer dimensions so conveyors and steam carriers stay unchanged across SKUs.
- Select coatings and finishes with food-grade verification; better release means less product damage and higher yield.
- Plan for spare mold sets: changeover can be “swap-and-go” while the removed set is cleaned offline.
Batter handling: why viscosity control protects your depositor accuracy
On automated steamed cake lines, depositor precision depends on stable batter rheology. Overmixing, temperature drift, or delayed transfer can change viscosity, leading to inconsistent weights and uneven tops. In real factories, the most practical solution is to stabilize batter temperature and minimize hold time between mixing and molding. We often see the best results when the line is configured to keep batter movement smooth and predictable—this is where automation pays off.
- Control batter temperature so deposit weight remains stable without constant operator adjustments.
- Use closed transfer routes where possible to reduce drying and contamination risks.
- Verify the depositor supports quick cleaning and recipe change, especially for multi-flavor production.
Demolding and shaping: reducing breakage at high line speeds
Demolding is where many lines lose yield: too hot and the cake tears; too cold and it sticks or cracks. The best lines tune demolding by coordinating cooling time, mold release characteristics, and mechanical motion profiles. A stable demolding section is also what enables truly unattended production—if the line demolds cleanly, downstream shaping and packaging can run continuously.
- Look for controlled, repeatable demolding motion rather than “stronger push,” which can increase damage.
- Ask how the steamed cake production line handles occasional mis-releases: bypass paths and alarms prevent full-line stoppages.
- Target low breakage and stable shape retention as the KPI, not only speed.
Cooling strategy and shelf-life: controlling moisture without drying the cake
Cooling is not just “bringing temperature down.” If you package while the product is too warm, condensation forms inside the pack and shortens shelf-life. If you overcool with dry air, the surface can lose moisture and affect mouthfeel. A practical cooling system balances time, airflow, and ambient control to reach a packaging-ready condition consistently.
- Confirm the line achieves a repeatable “packaging entry temperature” across all lanes.
- Ensure airflow is uniform to avoid one side cooling faster and causing deformation.
- If your market requires longer shelf-life, plan compatibility with gas flushing or higher-barrier films.
Hygiene design and compliance: what experienced buyers check first
Food buyers increasingly audit hygienic design details: accessible cleaning points, drainage, and material traceability. Certifications matter, but daily sanitation practicality matters more. In our own builds, we emphasize stainless contact surfaces, smooth welds, and cleaning access because buyers want repeatable hygiene routines that do not consume half the shift.
- Request documentation for food-contact materials and critical components; it supports audits and export requirements.
- Prefer designs with fewer trapped areas (dead corners) where batter or condensate can collect.
- Ensure guarding and access doors are designed for quick washdown and safe maintenance.
Energy and utility planning: steam, water, and compressed air realism
Steamed cake lines depend on utilities that are often underestimated during factory planning. Steam capacity, water quality, drainage, and compressed air stability all influence uptime. Instead of comparing only machine price, serious buyers request a utilities sheet and validate whether their plant infrastructure can support continuous operation. In many projects, the ROI improves dramatically once utilities are properly sized and stabilized.
- Ask for steam consumption under steady-state and during startup; both affect boiler sizing.
- Confirm condensate return and drainage requirements to prevent flooding or temperature instability.
- Check compressed air quality requirements if the line uses pneumatic actuators near product zones.
Automation and “unattended production”: what to verify on the control side
Many suppliers claim full automation, but buyers should verify alarm logic, recipe management, and recovery procedures. True 24-hour production depends on how the line reacts to small disturbances—empty batter, minor misalignment, or a packaging slow-down. In our lines, we design for continuous flow and protective interlocks so the system can self-correct or safely pause without creating a long restart process. This is where our long experience and 300+ patents translate into practical reliability, not just marketing.
- Ensure the HMI supports recipe storage, access control, and traceable parameter changes.
- Ask about restart time after a stop: quick recovery is often more valuable than maximum speed.
- Verify remote troubleshooting options and spare parts strategy for export markets.

A historic signing moment from the 1970s, when HG’s founder helped drive the development of China’s food industry and began expanding into international markets.
Over the past decades, we have participated in the evolution of automated food production — from local factories to global turnkey projects across 100+ countries. That experience continues to shape every HG production line today.
Discover Our HeritageGlobal Food Machinery &
Turnkey Factory Solutions
Building Long-Term Partnerships Through Shared Growth and Industrial Value.
Copyright © HG Industry Group All Rights Reserved
Food Machine Snack Food Processing Machinery

Unauthorized use of this website's content constitutes copyright infringement and may result in legal action.